期刊介绍
期刊导读
- 12/13矿冶工程论文怎么写(矿业工程论文)
- 12/09矿冶工程中文核心期刊目录(矿冶工程中文核心
- 12/07地矿职业学院咋样
- 09/08威胜信息喜获2021年度湖南专利奖表彰
- 08/02湖南捧回2个专利金奖,其中一个产生经济效益超
基于双椭圆平面热源模型的 FeCrNiMo 激光熔覆热力
? ? ? 有限元计算中所需的 FeCrNiMo 和 27SiMn 的材料参数包括:密度、 弹性模量、 泊松比、 比热容、热导率、 热膨胀系数、 塑性应力应变关系、 潜热、开始熔化的温度( 完全凝固的温度) 和完全熔化温度( 开始凝固的温度) 等, 皆是与温度相关的物理量, 本文采用 JMatPro 计算得到, 如图 2 和表 3 所示。
? ? ? 本文的研究激光熔覆材料为矿冶科技集团有限公司开发的 FeCrNiMo 马氏体不锈钢气雾化粉末, 整体球形度良好, 粒径分布范围是75~95μm。该 FeCrNiMo 不锈钢是在 AISI 431 的基础上, 通过对其合金元素的成分进行调整获得, 其成分如表 1 所示。激光熔覆实验的基体选 用 10mm 厚 的 27SiMn 结 构 钢 板, 其 名 义 成分如表 1 所示。激光熔覆实验采用的设备为YLS-6000 型 光 纤 激 光 器 (IPG, Massachusetts,USA), 输出激光的波长 1075±10nm, 最大输出功率为 6 kW, 功率可调范围 10~100%, 功率稳定性 ±2%。实验采用 HIGHYAG 激光熔覆加工头 (Brandenburg, German), 输出光斑的尺寸为5× 5mm2?方斑。



1.北京工业大学材料与制造学部
? ? ? ??
控制方程及热源模型
? ? ? (2) 随着输入功率和能量密度的增加, 熔覆层的中心线附近的应力降低, 而熔池边缘的应力随着功率的增加而增加, 表明随着输入能量密度的增大其中心开裂倾向减小而边缘开裂的倾向增加。
江苏激光联盟陈长军转载
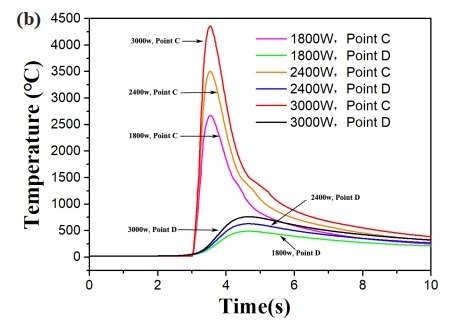
图 5 熔覆层上特定位置的温度 - 时间曲线:(a) 功率1800W, 能量密度为 24J/mm3?时 C、 E、 F 点的温度 -时间曲线;(b) 不同功率下 C、 D 点的温度 - 时间曲线
2.矿冶科技集团有限公司

? ? ??
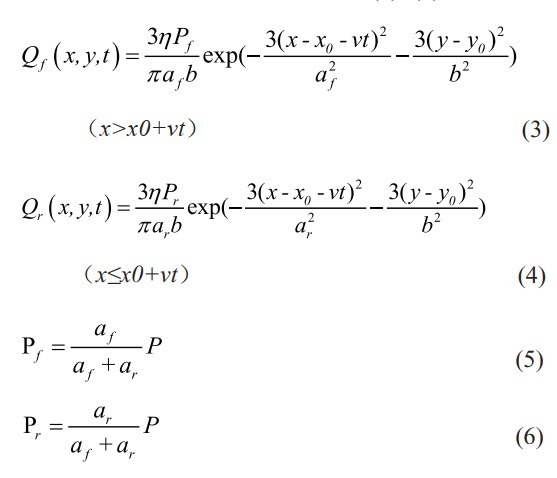

图 2 熔覆材料的热物理性能参数曲线:?(a) FeCrNiMo; (b) 27SiMn
? ? ? 其中?T?为温度,?t?为时间,?k?为热导率, ρ 为材料密度,?Cp?为定压比热容, 这里的?k、 ρ、?Cp?皆为随温度非线性变化的材料参数。Qconvection?为工件通过对流换热方式传出的热量, 本文用牛顿冷却定律来描述, 即 Qconvection=hAΔT, 其中 A 为对流换热面的表面积, ΔT?为工件壁面温度与环境温度之差,?h?为对流换热系数, 在强制冷却区域( 如:有氩气流经的熔覆层上表面) 取 100W/(m?℃ ),在其他区域取 10 W/(m?℃ )。Qradiation?为高温工件对环境辐射所发出的热量, 用斯特藩 - 玻尔兹曼定律描述, 即 Qradiation=εσT4?A, 其中 ε 为辐射系数(本文取 0.85) , σ 为斯特藩 - 玻尔兹曼常数,单位为 W/(m2·K4) 。在公式 (2) 中 Qradiation?的单位为功率, 因此该式需乘以面积 A 以保证量纲一致,同时在模型中也需要定义对应辐射散热的表面,以获得其表面积。
? ? ? 在力学计算步中, 为模拟实际工况, 需对模型进行适当的位移约束。对模型的对称面而言,沿该对称面做镜像对称应当获得完整的激光熔覆模型, 因此要保证模型节点不穿过对称面, 约束对称面沿 x 方向的平移和绕 y、 z 轴的旋转运动,坐标轴方向及模型如图 1 所示。激光熔覆过程中将基板放置于工作台上, 模型任意节点不应穿过底平面, 因此约束底面沿 y 方向的平移和绕 x、 z方向的旋转。此外, 熔覆过程中工件两端被固定,因此在模型两端各取一节点(A、 B 点) , 约束其沿 x、 y、 z 方向的平移, 如图 1 所示。

表 1?FeCrNiMo 不锈钢和 27SiMn 的化学成分表 (wt.%)
图 1 激光熔覆的有限元模型
采用 ABAQUS 有限元软件进行求解计算,因激光熔覆模型沿熔覆层中线对称, 为提高计算效率, 因此本文只建立 1/2 模型, 并在对称面采取对称约束, 如下图所示。基板模型的尺寸为60× 20× 10mm, 熔覆层的几何模型是半长轴分别为 3.35mm 和 2.5mm 的 1/4 个椭圆柱体, 长度为60mm。模型的有限元网格划分, 全部采用八节点六面体单元进行划分, 温度计算步采用传热单元,而力学计算步采用缩减积分力学单元。为兼顾有限元计算效率与精度, 对熔覆层基板的网格划分采用不同的尺寸, 熔覆层及其附近区域需网格适度细化, 而远离焊缝区采用较为粗大的网格。熔覆层网格在截面方向上的节点间距( 宽、 高) 均为 0.5mm, 长度方向为 2mm, 而基板与熔覆层接触区域的网格尺寸为 2× 2× 0.5mm, 其他基板区域的网格尺寸为 2× 2× 2mm。为模拟同轴送粉模式的激光熔覆过程, 采用生死单元技术, 先将全部熔覆层网格单元暂时的“杀死” , 在热源移动过程中逐渐激活相应的单元进行温度和应力场的计算, 在计算过程中未激活单元不参与计算。
文章来源:《矿冶工程》 网址: http://www.kygcbjb.cn/zonghexinwen/2022/0606/434.html